

Sake Interview #12: Eigashima Brewery
Choosing Mizumoto: A Whisky Distillery Preserves the Complexity of Sake


Outside Japan, I find it interesting that we have few preconceptions about sake style. For me personally, perhaps wine helped me erase those preconceptions.
When I lived in Japan, I believed that refined junmai daiginjo (premium sake with highly polished rice) was delicious. Such sake removes impurities by polishing away the rice, leaving only hints of fruity aroma and rice sweetness. I also assumed that high-acid sake was inferior.
After seriously studying wine, on the other hand, I began assessing sake by the same criteria I use for wine, whether good or bad. I started looking for balance between sweetness and acidity, complexity, intensity of flavor, and length of finish. I became drawn to unpredictable character rather than uniform beauty. What I seek now is something like clean natural wine, such as sake that uses wild yeast, or traditional methods, or that doesn’t intentionally strip away too much, yet still maintains a clean flavor profile.
I visited Eigashima Brewery because they use mizumoto (a traditional brewing method dating back to 14th–16th century). Moreover, whisky accounts for 80% of their production—a rare setup. I headed to this port town with excitement.
Background and History
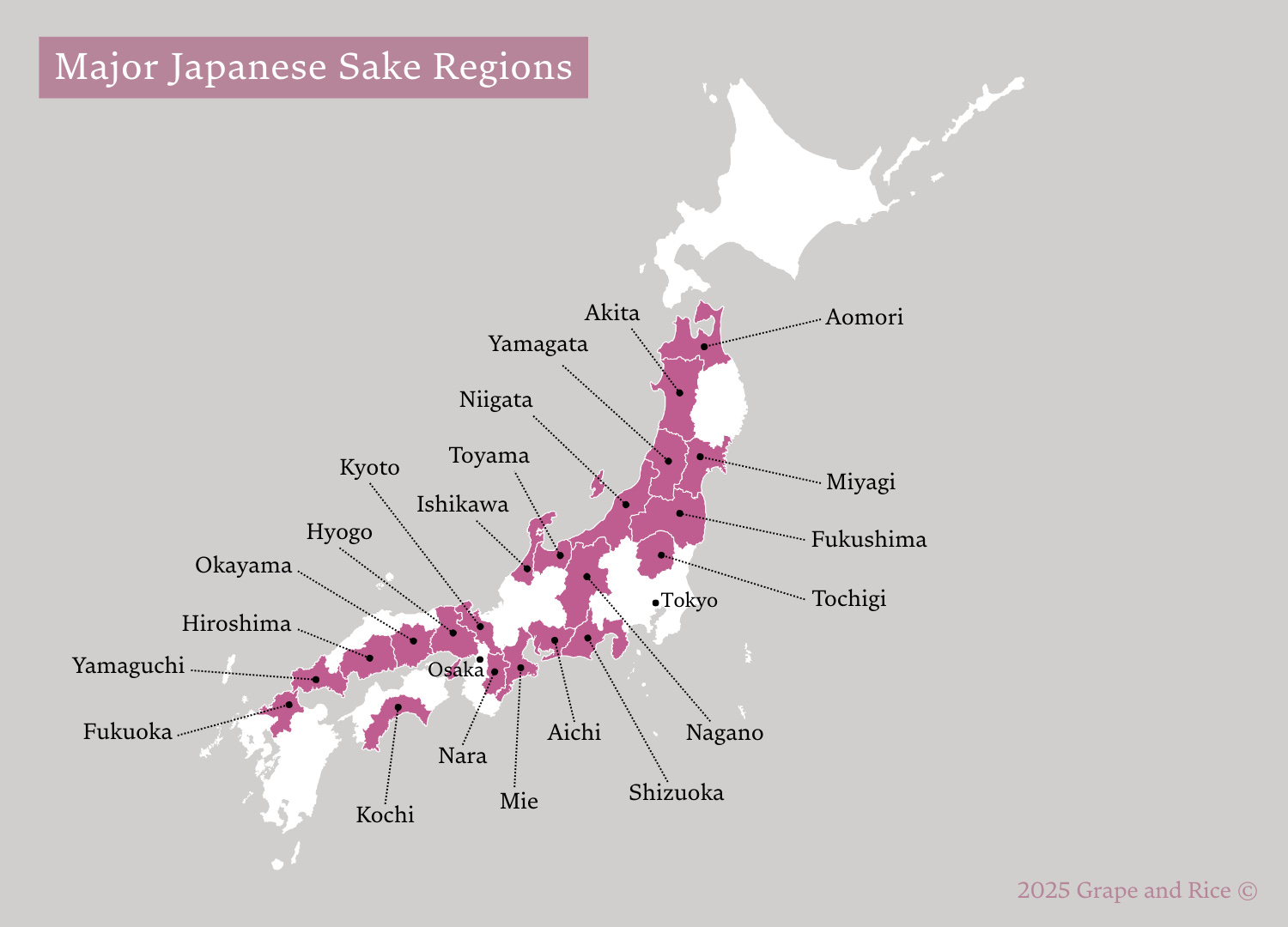
Eigashima Brewery sits in a port town of Akashi City, Hyogo Prefecture (western Japan). Port towns tend to have many sake breweries. Before modernization, sea transport dominated over land routes. Nada sake (from the famous and biggest brewing region in Hyogo) became popular in Tokyo because ships could transport barrels efficiently. The brewery is about one hour by train from Osaka. It stands on the west side of Nada, overlooking the beautiful sea.
Eigashima Brewery’s history traces back to 1679. In 1888, five local leaders joined forces to expand production and achieve nationwide distribution, forming a corporation. They gradually expanded their brewing licenses, and obtained permits for Western spirits, shochu (Japanese distilled spirit), and whisky. This actually predates Suntory (the largest Japanese whisky company). It was one of the earliest whisky manufacturing licenses in Japan.
Today, whisky accounts for about 80% of Eigashima Brewery’s production. Sake has shrunk to about 500 koku (roughly 90,000 liters)—a major decline from the mass production era. Mass production no longer fits the times, and the brewery needed to shift from quantity to quality.
However, Eigashima Brewery’s equipment remains large-scale. When I toured the brewery, I was surprised to see tanks and machines clearly larger than those at other breweries I had visited. One machine can process one ton of rice into koji rice (steamed rice that has been inoculated with koji mold: this is used to convert starch to sugar) at once. Unfortunately, in sake brewing, bigger doesn’t mean better. Small batches require small tools; otherwise, quality control becomes difficult.
“We wanted to make the most of our existing equipment while shifting from quantity to quality, creating sake with real character. That’s when we explored mizumoto as an option,” recalls Hiraishi-san, the company president. Mizumoto was the answer—a method that produces distinctive sake even with large equipment.
What is Mizumoto?
Why Lactic Acid Matters
In the early stage of sake fermentation, brewers must create a fermentation starter—a large quantity of cultured yeast that will drive alcohol fermentation. They need to establish an environment where only the necessary microorganisms survive. Yeast is extremely delicate; if harmful bacteria enter, the yeast dies quickly.
This is where lactic acid comes in. Yeast thrives in acidic conditions, while harmful bacteria do not. By maintaining acidic conditions, brewers can suppress bacteria while cultivating yeast.
How do you create this acidic environment? The modern mainstream method adds manufactured lactic acid, completing the fermentation starter efficiently in about two weeks.
In contrast, kimoto, yamahai, mizumoto, and bodaimoto use naturally occurring lactic acid bacteria to produce lactic acid. Compared to added lactic acid, these methods produce higher acidity and create more complex aromas and flavors through the power of natural microorganisms. However, they take three to four weeks and require considerably more labor.
Mizumoto is the oldest method and the process works as follows:
Brewers soak raw rice in water for ten days to several weeks. Lactic acid bacteria attached to the rice multiply in the water and begin lactic acid fermentation. The resulting acidic water becomes the brewing water. Using this water makes the fermentation starter acidic, suppressing harmful bacteria while promoting yeast fermentation.
Bodaimoto, often described as a synonym of mizumoto, soaks both raw rice and steamed rice in water to cultivate lactic acid bacteria, then uses that water for brewing. Bodaimoto refers to a specific technique used at Shoryakuji Temple (in Nara Prefecture). Mizumoto is a broader concept that includes variations developed independently by breweries across Japan.
The Difficulty of Mizumoto
Fewer than 1% of sake breweries use mizumoto.
The main reason is the higher risk of “contamination” throughout the brewery. If lactic acid bacteria and other microorganisms from mizumoto become established in the brewery environment, they can affect the flavor of other sake, such as clear ginjo (premium aromatic sake). It is said that some breweries tried mizumoto without proper knowledge or experience, then contaminated their entire facility.
“Other breweries that came to observe are often surprised that we run mizumoto tanks right next to daiginjo tanks. They ask, ‘Is that okay?’” says Ishida-san, the kashira (assistant master brewer). So what’s the secret to brewing without problems?
“Mizumoto requires more focus on hygiene management within the brewery,” Ishida-san explains.
Understanding how bacteria move and controlling them so they don’t affect other sake—only then can a brewery produce both mizumoto and ginjo under the same roof.
The process demands effort, but the distinctive flavors waiting at the end made me smile.
Tasting Mizumoto
All Yamato Damashii (meaning “soul of Japan”) are mizumoto-brewed junmai (pure rice sake) muroka nama genshu (unfiltered, unpasteurized, undiluted).
SMV in the list means Sake Meter Value, indicating residual sugar—negative numbers mean more sugar. However, perceived sweetness changes with acidity. For example, Mizumoto Kanro has an SMV of -57, indicating very high residual sugar, but its acidity of 4.9 provides balance, preventing cloying sweetness. I include these numbers not for individual analysis but to show the range.

Yamato Damashii Mizumoto Shikomi (Style) (Green Label)
Rice: Nihonbare from Hyogo Prefecture, 17% ABV, SMV -4, Acidity 6.1
Eigashima’s standard mizumoto expression. Aromas of rice sweetness, dairy notes like yogurt and sour cream, toasty cereal with subtle fruit and herbs behind. The palate opens with rice sweetness, quickly followed by refreshing acidity. The finish is clean. Complex in the mizumoto style yet balanced and approachable.
Yamato Damashii Karakuchi (Dry) Seven (Navy Label)
Rice: Nihonbare from Hyogo Prefecture, 17% ABV, SMV +7, Acidity 2.8
A dry expression designed to pair with a wide range of foods. Restrained aromas, including subtle dairy, cereal, steamed rice, smoked bacon. Gentle acidity with a clear finish and pleasant bitterness like dried citrus peel.
Yamato Damashii Mizumoto Kanro (Sweet) (Pink Label)
Rice: Nihonbare from Hyogo Prefecture, 15% ABV, SMV -57, Acidity 4.9
Fermented only with indigenous yeast and lactic acid bacteria from the brewery—a dessert wine-style sake. Honey and caramelized cereal notes. The high acidity provides balance, creating a sweet-sour taste with a surprisingly clean finish. Pair with cheese, Japanese sweets, or sweet and spicy Thai food.
Yamato Damashii Mizumoto Special II (Light Blue Label)
Rice: Nihonbare from Hyogo Prefecture, 17% ABV, SMV -4.8, Acidity 5.0
A white wine-style mizumoto. Lactic acid from mizumoto, citric acid from white koji (usually used for shochu), malic acid from the yeast—a “trio of acids.” Layers of lemon, sour cream, and granny smith-like apple flavors. Reminiscent of a slightly sweet, high-acid Riesling Kabinett. “Many people pair this with dishes that call for a squeeze of lemon—raw oysters, fried chicken. It might go well with Dutch croquettes too,” says Ishida-san.
Yamato Damashii Niwazake (Yellow Label)
Rice: Yamada Nishiki from Hyogo Prefecture, Yeast and koji: harvested from Niwata Shrine, 16% ABV, SMV -5.4, Acidity 4.4
One of the Mizumoto’s origins. Based on an ancient text from around 713 AD, they recreated the method using koji mold and yeast collected from the Shrine. Fermented in traditional ceramic vessels. The rice polishing ratio is 90%. Aromas of smoked bacon, washed-rind cheese, meat broth, mushrooms, fermented pickles, and toasted grain. Complex, wild flavors. It might not be for everyone but this distinctive character hooks serious sake drinkers.
Yamato Damashii AGED BY THE SEASIDE (Barrel-Aged)
Rice: Nihonbare from Hyogo Prefecture, 17% ABV, SMV -8.5, Acidity 3.3, 500ml
A collaboration between mizumoto sake and whisky. Deep amber color in a whisky-style bottle—it looks like whisky. Aged over one year in new oak barrels. Caramel, roasted nuts, hints of vanilla, clove, cinnamon, truffle, maple syrup, coffee, chocolate, miso, and soy sauce nuances. Full-bodied with balanced umami, acidity, and sweetness. “Heat it to 60°C and it tastes like Shaoxing wine,” says Ishida-san. The brewery also ages whisky in barrels that previously held this sake—a concept possible only at a brewery that makes both.
Rice and Design Philosophy: Reverse Engineering
“You use Nihonbare, a table rice. With such distinctive styles, you can’t really pick the characters of the rice, can you?”
Ishida-san nodded emphatically when I said this.
Sake drinkers tend to think “Yamada Nishiki tastes like this” or “this has the flavors of Gohyakumangoku.” But brewers think in reverse.
“Each rice variety has characteristics that make certain styles easier to achieve. So we decide what styles we want, then work backward to choose the rice and production options,” Ishida-san explains.
If wine builds from terroir (the character of the land), sake builds from design philosophy. Brewers envision the finished sake first, then select ingredients and techniques in reverse. Soaking time, koji-making method, brewing water temperature—by adjusting countless parameters, they create different sake from the same rice.
Adapting to Climate Change
That’s why the craft lies in achieving the desired style even when conditions change.
I asked about something I had been curious about: how climate change affects rice and how brewing methods adapt. Indeed, climate change has made rice harder and more difficult to dissolve.
Ishida-san’s solution surprised me.
“We cool the brewing water way down, then add the steamed rice while it’s still warm and soft. Rice becomes harder to dissolve as it cools. So we pre-chill the water and add the rice while it’s still warm after steaming.”
Temperature setting is crucial for controlling sake fermentation. Normally, brewers cool steamed rice to lower fermentation temperature. But cooled rice becomes hard and dissolves poorly. So they flip the approach: chill the water, keep the rice warm. Even as climate changes, they maintain the sake’s intended profile. That flexibility embodies the craftsman’s skill.
Conclusion
Though all six bottles use the mizumoto method, the lineup ranges from dry to ultra-sweet, from wild to barrel-aged. I had never encountered such diversity, and it thrilled me. Sake style isn’t determined by method or ingredients alone. The design philosophy—what flavor to deliver—creates the sake’s character.
The complex mizumoto brings counter to efficiency and safety. But that’s exactly where memorable sake emerges. Not predictable beauty, but unpredictable character. Yamato Damashii pursues that range of character to the fullest. Rather than reaching many people with aromatic, fruity ginjo, they want to reach those who understand these flavors—so they sell directly to sake enthusiasts through specialty sake shops. Sake enthusiasts making sake for sake enthusiasts. If you think all sake tastes the same, taste Yamato Damashii bottles. Your perception will change.
Drinkers outside Japan have fewer preconceptions about sake style. The range of aromas and wild character? Wine drinkers have experienced that. They will surely choose distinctive bottles based on their own values.
This brewery’s sake may pose a question: Do you seek clean, uniform beauty in sake? Or complexity woven by time and microorganisms?
A phrase on the label stayed with me.
“Sake-making that stays in the heart, not just on the tongue.”
About Eigashima Brewery
Founded: 1888
Location: 919 Nishijima, Okubo-cho, Akashi City, Hyogo Prefecture
Brands: Kamitaka, Yamato Damashii
Production: About 500 koku (roughly 90,000 liters)
Features: Hyogo Prefecture’s only mizumoto brewer, whisky license obtained in 1919, producing both sake and whisky
Website: https://www.ei-sake.jp/
Acknowledgments
My sincere thanks to Hiraishi-san and Ishida-san for welcoming this visit, and to Dick at Yoigokochi, the Dutch importer who made it possible.
Written by Kazumi (Grape and Rice)
酒蔵インタビュー#12: 江井ヶ嶋酒造
水酛という選択──ウイスキーの蔵が守る、日本酒の複雑さ

日本の外にいると、日本酒に対する固定概念がないことが面白いと思うことがある。というか、ワインに集中したおかげで私の中の固定概念を消すことができたとでもいうべきか。
日本にいた頃は、米を沢山削って雑味を消し、果実の香りと米の甘みだけがほのかに残る洗練された、いわゆる「純米大吟醸」を美味しいと思っていたし、「酸が高い日本酒は良くない」と思い込んでいた。それらの固定概念が取り払われ、良いか悪いかは別として、ワインと同じような基準で日本酒を判断し始めたとき、日本酒の中に、甘みと酸のバランス、複雑さ、味わいの強さ、余韻の長さを探し始めた。また、均質な美しさよりも予測不可能な個性に惹かれるようになった。自然酵母や伝統的製法を駆使しつつ、意図的にあれこれ取り除きすぎない、とはいえ綺麗な味わいを残す、いわば、クリーンなナチュラルワインのような味わいを探していると思う。
江井ヶ嶋酒造を訪ねたのは、この蔵が「水酛(みずもと)」という室町時代からの製法を取り入れていると聞いたからだった。しかも生産量の8割はウイスキーだという、なかなかない設定。心躍らせながら瀬戸内海を望む港町へ向かった。
この記事は、日本酒を飲み始めた方、そしてワインは好きだけど日本酒はよくわからないという方に向けて書いている。英語版は日本語や専門用語をできるだけ噛み砕いて説明するよう努め、日本語版はオランダで日本酒を広める活動を細々としていることを知っていただきたいなと思って書いている。ぜひ最後までお付き合いいただきたい。
酒蔵の背景と歴史
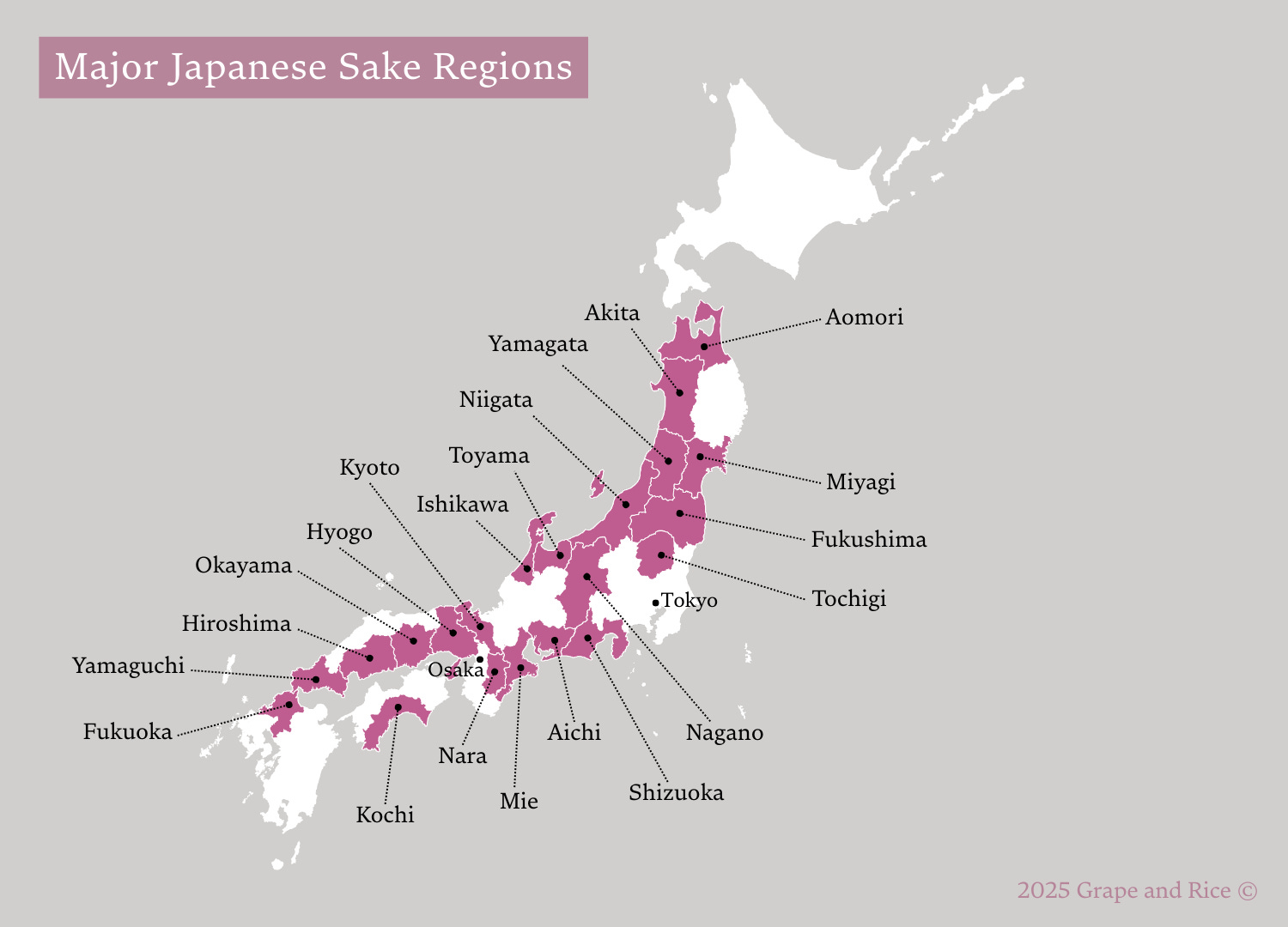
江井ヶ嶋酒造は兵庫県明石市、瀬戸内海に面した港町にある。港町には酒蔵が多いという。それは、江戸時代、酒の運搬は陸路より海路が主流だったことに由来する。灘の酒が江戸で人気を博したのも、樽廻船で効率よく運べたからだ。蔵は、大阪から電車で約1時間、京都からは約1時間半。神戸の西側、播磨灘の美しい海が望める立地にある。
この地で酒造りが始まったのは、江戸時代初期で、江井ヶ嶋酒造の歴史も1679年にまで遡る。そして、1888年(明治21年)、この地にあった5つの酒蔵が集まって株式会社として再出発した。生産量拡大・全国販売を目指して、地元の名士たちが手を組んだのが始まりだ。酒造免許の種類も増やしていき、1919年には洋酒・焼酎の免許とともにウイスキー製造免許を取得した。これは実はサントリーより早い。日本で最初期のウイスキー製造免許の一つだ。
現在、江井ヶ嶋酒造の生産量の約8割はウイスキーが占め、日本酒は約500石、かつての大量生産時代からは大きく縮小している。(1石は約180リットル。つまり500石は約90,000リットル、720ml瓶に換算すると約12万5千本分だ。)
日本国内では1970年代以降、日本酒の消費量と生産量は長期的に減少傾向にあり、酒蔵数の減少も続いている。また、20代の約4〜6割がほとんど飲酒をせず、若年層のアルコール消費自体が大幅に減少していることからも、大量生産は時代にそぐわなくなってきていることもあり、量より質に転換する必要があった。
とはいえ、江井ヶ嶋酒造の製造設備は大規模用が多い。蔵を案内されたとき、他の酒蔵で見たものより明らかに大きなタンクや機械が並んでいるのに驚いた。1トンもの米を一度に麹に加工できる機械もあった。酒造りにおいては、残念ながら大は小を兼ねない。基本的には小さな仕込みには小さな道具が必要で、大きな設備で少量を造ると品質管理が難しくなる。
「既存の設備を活かしつつ、量より質、そして、しっかり個性のあるものを造りたい。そのときに水酛という選択肢を探った」と社長の平石さんは振り返る。大きな機械でも、質が高く、個性を出せる製法──それが水酛だった。
水酛とは何か
なぜ乳酸が必要なのか
日本酒を発酵させる初期段階、アルコール発酵を担う酵母を大量に培養した液体(酒母という)を作り、日本酒作りに必要な微生物だけが残る環境を整える必要がある。なぜなら酵母は非常にデリケートで、雑菌が入り込むとすぐに死んでしまうからだ。
ここで乳酸の出番だ。酵母は酸性に強く、雑菌は弱いという特徴がある。つまり酒母を酸性に保てば、雑菌を抑えながら酵母を育てることができる。
ではどうやって酸性環境を作るか。現代の主流は、人工的に作られた乳酸を添加し、2週間ほどで酒母が完成する効率的な方法が使われる。
一方、生酛、山廃、水酛、菩提酛などは、自然界の乳酸菌を利用して乳酸を作り出す。人工的に添加された乳酸に比べて、酸度が高くなり、また自然の微生物の力により、より複雑な香りと味わいを生む。ただし、3〜4週間と長い時間がかかる上、必要な労力も大きい。
水酛は最も古く、室町時代に使われ始めた方法で、下記のように作られる。
生米を水に浸して10日から数週間置くと、米に付着している乳酸菌が水の中で増殖し、乳酸発酵する。こうしてできた乳酸酸性水(「そやし水」と呼ぶ)を仕込み水として使うことで、酒母を酸性にし、雑菌の増殖を抑えながら酵母の発酵を促す。
水酛と「ほぼ同じ製法」と言われることが多い菩提酛は、生米と蒸米を水に浸けて乳酸菌を増殖させ、その水を仕込み水として使う。菩提酛は正暦寺で使われていた特定の製法を指し、水酛は各地の蔵元が独自に編み出したバリエーションを含む、より広い概念だ。
水酛の難しさ
水酛で造っている蔵は、日本酒全体の1%にも満たない。
これほど少ない最大の理由は、蔵全体への「汚染」リスクだ。水酛で繁殖させた乳酸菌やその他の微生物が蔵の環境に定着してしまうと、透明感のある吟醸酒など、他の酒の味にも影響を与える可能性がある。「珍しさから水酛に手を出して、蔵の中が全部汚染されたという事故を起こした蔵もある」という。
「よく他の酒蔵さんが驚かれるのが、うちでは水酛のタンクと大吟醸のタンクを隣で稼働させていること。『大丈夫なの?』って聞かれる」と、頭の石田さんは語る。では、問題なく醸せる秘訣は何か。
「水酛っていうのは、お酒を作る技術というよりも、蔵の中の衛生管理をする技術の方が結構大事だと思います」と、石田さんは言う。
菌の動きを把握し、他の酒に影響しないようコントロールする。それができて初めて、水酛と吟醸酒を同じ蔵で造り分けることができる。
手間がかかるが、先にある個性豊かな味わいには、思わず微笑みが漏れた。
水酛の味わい
試飲した「日本魂(やまとだましい)」シリーズ6種を紹介する。すべて水酛仕込みの純米 無濾過生原酒だ。
記載している日本酒度とは、残糖の目安で、マイナスほど糖が多いことを表す。ただし甘さの感じ方は酸度とのバランスで変わる。例えば水酛甘露は日本酒度-57と残糖が非常に多いが、酸度4.9の高い酸がバランスを取り、べったりとした甘さにはならない。1つ1つ数値に注目するのではなく、その幅の広さに目を向けてもらうために、記載した。

日本魂 水酛仕込み(緑ラベル)
米:兵庫県産日本晴、アルコール17度、日本酒度-4、酸度6.1
江井ヶ嶋による水酛仕込みのスタンダード。米の甘やかさ、ヨーグルトやサワークリーム等の乳製品、香ばしいシリアルの背後に控えめな果実味、微かにハーブのニュアンス。味わいは米の甘みが広がり、すぐに爽やかな酸が追いかけてくる。後味はすっきり。水酛らしい複雑さがありながらもバランスがよく、飲みやすい。
日本魂 カラクチセブン(紺ラベル)
米:兵庫県産日本晴、アルコール17度、日本酒度+7、酸度2.8
水酛仕込みを幅広い食事に合わせるよう辛口に仕上げた一本。香りは控えめで、わずかに乳製品、シリアル、米、スモークベーコン。酸味は控えめで、ドライな柑橘の皮のような心地良い苦味とキレの良さが際立つ。
日本魂 水酛甘露 無添加(ピンクラベル)
米:兵庫県産日本晴、アルコール15度、日本酒度-57、酸度4.9
蔵付き酵母と乳酸菌の力だけで醗酵させた酒でデザートワインのような位置づけ。はちみつ、カラメル風味のシリアルの味わい。日本酒としてはかなり高い酸がバランスを取り、甘酸っぱい味わいと想像以上にすっきりした後味。チーズや和菓子はもちろん、甘くてスパイシーなタイ料理とも合わせたい。
日本魂 水酛スペシャルⅡ(水色ラベル)
米:兵庫県産日本晴、アルコール17度、日本酒度-4.8、酸度5.0
水酛を白ワインのように仕上げた一本。水酛由来の乳酸、白麹由来のクエン酸、酵母由来のリンゴ酸──「酸の三重奏」。ほんのり甘く、軽やかで心地の良い爽やかな酸味が骨格を作る白ワインのような味わい。レモン、サワークリーム、酸の高いリンゴを思わせる味わいが層になる。やや甘口で酸の高いリースリングのカビネットを彷彿させる。「生ガキ、唐揚げなどレモンを絞りたくなる料理に合わせる方は多い。オランダで人気のコロッケとも好相性では?」と石田さん。
日本魂 庭酒(黄色ラベル)
米:兵庫県産山田錦、酵母・麹菌:庭田神社で採取、アルコール16度、日本酒度-5.4、酸度4.4
水酛原点回帰の一本。清酒醸造に関する最古の記録『播磨国風土記』をもとに、兵庫県宍粟市の庭田神社で採取した麹菌と酵母で再現。甕(かめ)で発酵。精米歩合90%、つまりほとんど削っていない米を使う。スモークベーコン、ウォッシュチーズ、コンソメ、きのこ、発酵ピクルス、穀物の香りと複雑で野生味あふれる味わい。好みは分かれるだろうが、この個性は呑兵衛が止まらなくなる酒だ。
日本魂 AGED BY THE SEASIDE(樽熟成)
米:兵庫県産日本晴、アルコール17度、日本酒度-8.5、酸度3.3、500ml
水酛と日本酒とウイスキーの協奏。深い琥珀色でウイスキーボトルに入っているため、見た目はもうウイスキーだ。ホワイトオーク樽で1年以上貯蔵。カラメル、ローストナッツ、ほのかなバニラ、クローブ、シナモン、トリュフ、メイプルシロップ、コーヒー、チョコレート、味噌、醤油のニュアンス。フルボディな味わいは旨味、酸、甘みの調和が取れている。「60度に温めると紹興酒のような味わいに」と石田さん。その後、この樽でウイスキーを熟成させる取り組みもある──日本酒とウイスキー両方を造る蔵ならではの発想だ。
米と設計思想──逆算の発想
「米は飯米の日本晴なんですね。実際この個性豊かなスタイルに米そのものの味ってわからないですよね」
私がそう言うと、石田さんは大きくうなずいた。
日本酒を飲む側は「山田錦だからこういう味」「五百万石らしい味わい」と考えがちだ。しかし造り手の発想は逆だという。
「お米によってこういう味にしやすいという特徴はあります。だから、作りたい味わいから逆算して、お米はこれを使おうっていう考え方なんです」と石田さんは語る。
ワインがテロワール(土地の個性)から酒を組み立てる文化だとすれば、日本酒は設計思想から酒を組み立てるものだ。目指す酒の姿を先に描き、逆算して原料と手法を選び取る。浸漬時間、麹の作り方、仕込み水の温度──無数のパラメーターを操作することで、同じ米からでも異なる酒が生まれる。
気候変動への対応
だから、状況が変わっても望む設計スタイルに仕上げるのが技術だ。
気になっていた、気候変動による米の変化と醸造方法での対応について聞いてみた。やはり気候変動で米が硬くなり溶けにくくなっているという。その対応として石田さんが挙げたのは、意外なアプローチだった。
「水を冷やすんです。仕込み水をグーッと冷やしておいて、蒸し上がった米が温かくて柔らかいうちに仕込んでやる。米は冷えると溶けにくくなるから、あらかじめ水を冷やしておいて、ある程度お米が蒸し上がった後、温かくて柔らかいうちに仕込む」
日本酒の発酵をコントロールするために温度が重要だ。通常、仕込み温度を下げるために、蒸し米を冷ます。しかし冷めた米は硬くなり溶けにくい。だから逆転の発想で、水を冷やして米は温かいまま仕込む。気候が変わっても、目指す酒の輪郭を保ち続けられる柔軟さ。そこに職人の技術が宿っている。
結び
水酛という製法は共通しながら、辛口から超甘口、野生味から樽熟成まで、これほど個性豊かなラインナップは初めてで心躍った。日本酒のスタイルは製法や素材だけでは決まらない。どんな味わいを届けたいか──その設計思想こそが、酒の個性を生むのだと実感した。
水酛がもたらす複雑さは、効率や安全とは逆の方向を向いている。しかしそこにこそ、記憶に残る酒が生まれる余地がある。予測可能な美しさではなく、予測不可能な個性。その個性の幅をとことん追求したシリーズが日本魂だ。香り華やかでフルーティな吟醸酒で広く届けるのではなく、この味わいを理解してくれる人に届けたい──だから量販店では売らず、地酒専門店を通じて、日本酒好きに直接届けている。酒好きが酒好きのために作る酒だ。日本酒はどれも同じだと思っているとしたら、日本魂を並べて味わってみてほしい。概念が変わるだろう。
日本の外の飲み手には、日本酒に対する先入観が少ない。また、香りの幅広さや野生味溢れる個性は、ワインでも経験済みだ。個性溢れるボトルを、自分の価値観で選ぶに違いない。
この蔵の酒は一つの問いを投げかけているのかもしれない。日本酒に求めるのは、クリアで均質な美しさなのか。それとも、時間と微生物が織りなす複雑さなのか。
ラベルに書かれた言葉が印象的だった。
「舌ではなく、心に残る酒造りを」
江井ヶ嶋酒造について
創業: 1888年(明治21年)
所在地: 兵庫県明石市大久保町西島919
銘柄: 神鷹、日本魂
生産量: 約500石(日本酒)
特徴: 兵庫県唯一の水酛仕込み、1919年取得のウイスキー製造免許、日本酒とウイスキーの二刀流
公式サイト: https://www.ei-sake.jp/
謝辞
今回の訪問を快く受け入れてくださった江井ヶ嶋酒造の平石さん、石田さん、この機会を実現させてくれたオランダのインポーター「酔い心地」のディックさんに心から感謝いたします。
文:Kazumi(Grape and Rice)